博文
数控加工刀具运动的优化控制—2015年全国研究生数学建模竞赛E题
||||
数控加工技术正朝着高速高效高精度方向发展,高速加工要求机床各运动轴都能够在极短的时间内达到高速运行状态并实现高速准停,研究开发数控加工刀具运动满足高速、高精度要求的、有效柔性加减速控制方法,成为现代高性能数控系统研究的重点。
基于计算机的数控系统的工作原理是:首先通过计算机组成的数控编程系统对读入的零件信息进行存储和译码等处理后通过输入装置将它们传输给加工控制系统,然后由数控系统对输入的指令进行信息处理和轨迹插补计算出数控机床各坐标轴方向上刀具运动的控制信息(这个环节就是题目要求完成的任务),进而通过机床驱动以及机床运动将刀具在各坐标轴方向上的运动合成为刀具实际加工轨迹和速度控制,加工出所需工件。
上述环节的难点在于数控机床对加工刀具在三个坐标轴方向的运动(本题不考虑更复杂的五轴控制等,)实行的是分别控制,但显然它们之间必须相互协调;加工刀具行走的路线一定是一系列首尾相接的直线段,因此加工刀具的运动轨迹一般与工件几何形状之间肯定存在误差;每一机床都有对应的分辨率,上述任一直线段对应的坐标增量记为Λx,Λy,Λz,则Λx,Λy,Λz的长度一定都是分辨率的整数倍,故加工刀具的运动方向受限制,并影响到加工刀具在三个坐标轴方向上的速度、加速度;要求机床运动平稳,速度光滑、加速度连续等。
加工刀具运动的优化控制则是在数控机床所提供的精度、速度、加速度等限制条件下,寻求对机床刀具在各坐标轴方向上的运动进行合理控制,进而优化其加工效率。类似方程式赛车,有经验的车手可根据赛道特点及赛车的性能(如速度、加速度等)对赛车的行进路线及过程进行优化。而对于一般曲线加工,加工控制算法就是在满足误差要求的条件下,通过插补的方法,找出若干小直线段组成加工刀具的运动轨迹,同时计算出刀具对应的运动速度、加速度。
目前,数控加工对单个坐标运动的控制方法有多种,其中较有代表性的是基于S型曲线的加减速控制方法。其特点是将加减速过程分为7个阶段(每一段对应的加加速度为常量):加加速段、匀加速段、减加速段、匀速段、加减速段、匀减速段、减减速段,从而渐变地控制各段的加速度使机床运动速度按S型曲线形式平滑变化,以保证速度光顺,加速度连续,在一定程度上增强机床运行的平稳性。S型加减速控制曲线如图1所示。
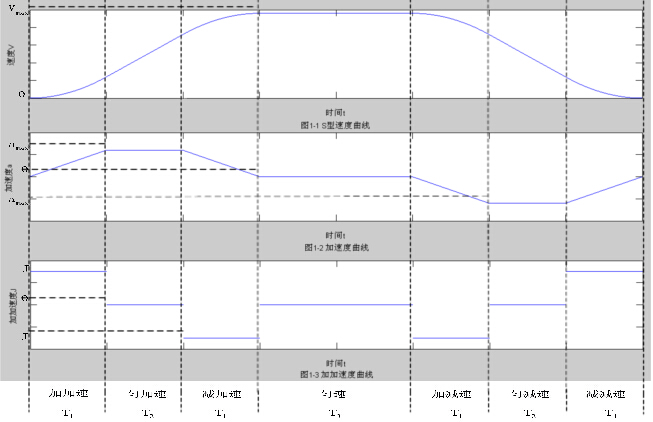
图1 S型加减速控制曲线的速度、加速度、加加速度随时间变化规律
在基于S型曲线的运动过程中,对于速度和加速度都有一定的限制性要求,速度V不大于机床最大速度Vmax,加速度α不大于机床最大加速度αmax,加加速度为常量Jconst。图1中各个阶段的速度、加速度、加加速度随时间的变化规律如附录所示。
在目前采用的S型速度控制曲线中,加速度每次都是从0增加,最后又降为0,而在实际运动过程中电机启动时允许有一个瞬时启动加速度a0,即认为加速度可以从0瞬间提高到瞬时加速度a0,或瞬间从a0下降到0,速度也有类似功能,这样整个加速过程及速度的变化规律有一些改变。
假设不考虑刀具尺寸大小及刀具磨损,加工刀具抽象为一点。希望同学们在深入研究数控加工优化控制的基础上,完成以下工作:
1、设加工型线为折线,在指定加工误差(指在加工型线的法线方向上加工型线与刀具实际轨迹的差值的最大值)的条件下,建立实时加工优化控制算法,当相邻两折线段夹角为90°和135°时,讨论通过折线交点时对应各坐标运动速度的变化;
2、设加工型线是由直线段和圆弧段(相切或不相切)组成的连续曲线,在指定加工误差的条件下,不考虑瞬时启动加速度及瞬时启动速度,建立实时加工优化控制算法,讨论圆弧半径的变化对算法效率的影响;并应用所建立的模型对下面的加工路径示例进行检验;
3、在第2问基础上,考虑瞬时启动加速度及瞬时启动速度,建立相对应的实时加工优化控制算法;并应用所建立的模型对下面的加工路径示例进行检验;
4、结合前3问,分析S型曲线的加减速控制方法的优缺点,在满足精度和速度要求的条件下,建立能提高机床运行平稳性的优化控制运动模型(如刀具在各坐标轴方向上的运动满足加加速度连续变化等)。
加工路径示例:
1) 图2所示是一个圆角矩形切割路径的示意图,路径的四个角是半径为0.5的整圆的1/4圆弧。矩形外围大小是: 41×41(单位:cm²)。
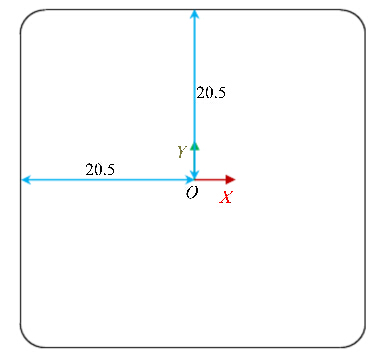
图2 圆角矩形切割路径
2) 在实际加工过程中,从坐标为 (-20.500,-20.000,0.000) 的节点1位置开始下刀,该点处的瞬时速度为0.13;从节点1到节点2 (-20.500,-17.708,0.000)的过程中,要求最大速度为0.19。从节点2 (-20.500,-17.708,0.000) 出发,顺时针加工,回到该点(-20.500,-17.708,0.000)(记为节点11),期间要求最大速度为1.26,节点11处的终止速度为0.13。
表1给出加工过程中对最大速度的要求。
表1 圆角矩形切割路径加工中速度要求
路径节点 | 节点坐标(X、Y、Z) | 用户设定的 最大频率F | 最大频率F转换后 对应的速度 |
1 | (-20.500,-20.000,0.000) | 2773 | 0.13 |
2 | (-20.500,-17.708,0.000) | 4029 | 0.19 |
3 | (-20.500,20.000,0.000) | 26865 | 1.26 |
4 | (-20.000,20.500,0.000) | 26865 | 1.26 |
5 | (20.000,20.500,0.000) | 26865 | 1.26 |
6 | (20.500,20.000,0.000) | 26865 | 1.26 |
7 | (20.500,-20.000,0.000) | 26865 | 1.26 |
8 | (20.000,-20.500,0.000) | 26865 | 1.26 |
9 | (-20.000,-20.500,0.000) | 26865 | 1.26 |
10 | (-20.500,-20.000,0.000) | 26865 | 1.26 |
11 | (-20.500,-17.708,0.000) | 2773 | 0.13 |
表中最大频率指的是控制脉冲的最大频率,本题可以不予考虑,对应的速度指的是刀具的运动速度,单位是m/min。运动过程中,机床对于速度、加速度、加加速度等的限制条件如下:
● 进给速度V范围[Vmin, Vmax]:[0.13, 6] 单位m/min
● 加速度α范围[Amin, Amax]:[0.02, 0.6] 单位m/s²
● 加加速度Jconst:300 单位mm/s³
● 瞬时启动速度V0:V0=0.13单位m/min
● 瞬时启动加速度α0:α0=0.02单位m/s²
● 误差ε=1μm
● 分辨率:1/1280 mm
附录:
图1中各个阶段速度、加速度、加加速度随时间的变化规律如下面所示:
(1) 加加速段
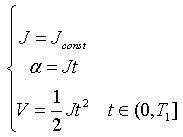
其中T1=αmax/Jconst,这个过程中加速度达到最大αmax,加速度和速度都在增加。
(2) 匀加速段
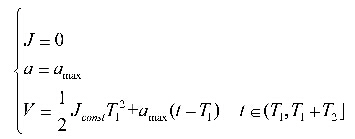
其中T2=(Vmax- JconstT12)/αmax,这个过程中加速度不变,速度在增加。
(3) 减加速段
这个过程中加速度在减小,速度在增加,一直增加到Vmax,当t+2T1+T2时,V=Vmax。
(4) 匀速段

这个过程中加速度为0,速度保持Vmax不变,T3的长短由路径长度决定。
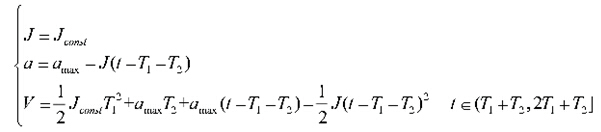
(5) 加减速段
这个过程中加速度在增加,速度在减小,这段其实与减加速段是对称的。
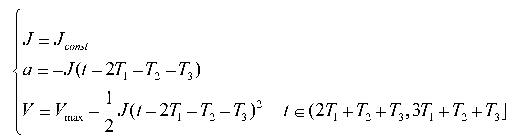
(6) 匀减速段
这个过程中加速度保持-αmax不变,速度在减小,这段其实与匀加速段是对称的。
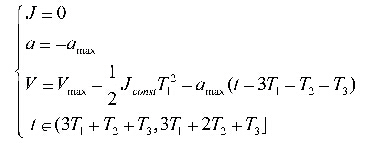
(7) 减减速段

这个过程中加速度在减小直到为0,速度也在减小直到为0,当t = 4T1+2T2+T3时,V = 0,这段其实与加加速段是对称的。
https://m.sciencenet.cn/blog-219426-937591.html
上一篇:周泽华 金属切削理论
下一篇:生态之美